Gereedschapsmakerij
Wat is gereedschap maken
Een dobbelsteen is een hulpmiddel dat een blanco vorm een specifieke vorm en grootte geeft onder invloed van een externe kracht. Het wordt veel gebruikt bij het stampen, matrijssmeden, koudkoppen, extrusie, persen en spuitgieten van poedermetallurgieonderdelen, evenals persen of spuitgieten van technische kunststoffen, rubber, keramiek en andere producten. De mal heeft een specifieke contour of holtevorm. De contourvorm met een snijkant kan worden gebruikt om de plano te scheiden volgens de contourvorm (blanking).
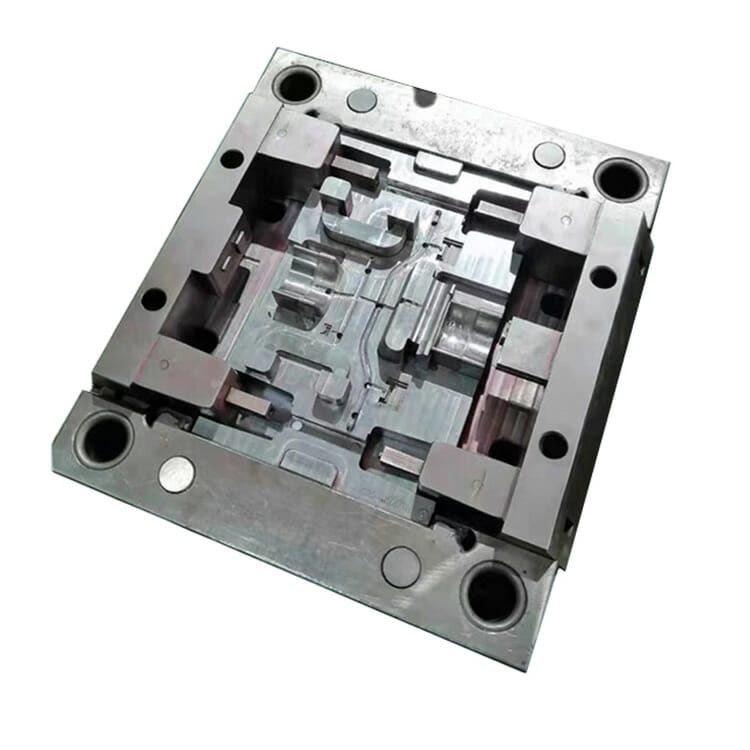
Matrijzen voor het maken van gereedschappen
De mal bevat over het algemeen een dynamische matrijs en een vaste matrijs (of pons en concave matrijs) in twee delen, de twee kunnen worden verdeeld en gesloten. De onderdelen worden uit elkaar genomen wanneer ze gescheiden zijn en de plano wordt in gesloten vorm in de vormholte gespoten. Die is een precisiegereedschap, oppervlakteruwheid en bewerkingsnauwkeurigheid stellen hogere eisen.
Schimmel kan worden onderverdeeld in een metalen mal en niet-metalen mal. De metalen mal is verdeeld in gietvorm (spuitgieten van non-ferrometaal, gieten van ijzer en staal) en smeedvorm. Niet-metalen vormen zijn ook onderverdeeld in plastic vormen en anorganische niet-metalen vormen. Volgens de verschillende materialen van de vorm zelf, kan de vorm worden verdeeld in zandvorm, metalen vorm, vacuümvorm, paraffinevorm, enzovoort.
Een offerte aanvragen
"*" indicates required fields
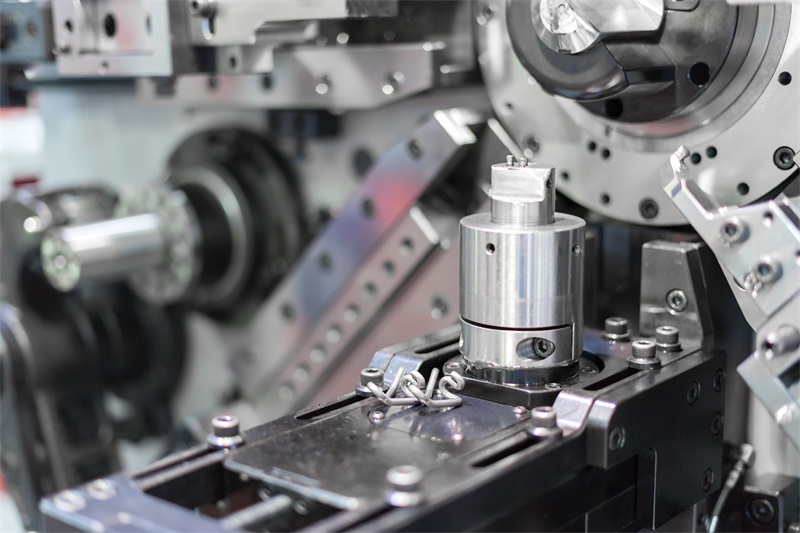
CNC gereedschap maken
1. Allround passend armatuur:
praktisch voor de kleine hoeveelheid productie of ontwikkeling van middelgroot en klein werkstukfrezen op een CNC-freesmachine.
2 speciale freesinrichting:
is een speciaal armatuur voor een bepaalde of soortgelijke productie van meerdere werkstukplannen, meestal in massaproductie of ontwikkeling mag niet worden genomen.
3. Armatuur met meerdere stations:
kan meerdere werkstukken tegelijkertijd klemmen, kan het aantal meswisselingen verminderen, maar ook gemakkelijk verwerken tot één wand, delen van één wand laden en lossen, is bevorderlijk voor de voorbereidingstijd voor krimp, verbetert de productiviteit, meer geschikt voor middelgrote batchproductie.
4. Pneumatisch of hydraulisch armatuur:
van toepassing op groot productievolume, neem andere inrichtingen en speciale arbeid, arbeidsintensief werkstuk. Kan de arbeidsintensiteit verminderen en de productiviteit verbeteren, maar de lay-out van dergelijke armaturen is chaotisch, de kosten zijn vaak hoger en de productiecyclus is langer.
Gereedschap maken en meten
Gelaagde verwerking: de koelleiding is de interface tussen het oppervlak van de matrijs en andere delen van de matrijs, wat de voordelen heeft van een goede opvolging, een groot warmteoverdrachtsoppervlak en een eenvoudige afdichting. Nadelen zijn zeer nauwkeurige verwerkingsapparatuur, complexe koelbuis en slechte warmteoverdracht.
Linpeng-type: door een reeks gaten op het oppervlak van de mal te plaatsen en een mondstuk in het gat te plaatsen, wordt het hogedrukkoelmiddel in de hete stalen plaat gespoten voor afschrikken en afkoelen. Het heeft de voordelen van een goed koeleffect, voldoende materiaalfasetransformatie, goede mechanische eigenschappen van onderdelen, moeilijke verwerking, ernstige beschadiging van resterende waterdruppels op het oppervlak van de mal en verkorting van de levensduur van de mal.
Type boorgat: het boorgattype maximaliseert de lay-out van pijpfittingen onder het convexe en concave matrijsoppervlak om de lay-out van het wisselplaatkoelsysteem te realiseren. Dit type is gemakkelijk te verwerken, gemakkelijk om de vorm te veranderen en een goede veelzijdigheid, maar er is geen manier om de vormverwerking te gebruiken, de vormkoeling is niet uniform.
Meten:
(1) Uiterlijkinspectie: visuele inspectie van het uiterlijk van de blanco vorm of er roest, krassen, mesafdrukken, ruw oppervlak en andere defecten zijn.
(2) Detecteer de dikte van de sjabloon: de tolerantie voor de sjabloondikte is ± 0,02 mm en het dikteverschil van de vier hoeken is minder dan 0,02 mm.
(3) Test of het malframe is verdeeld in: test de dikte van de vier zijden van het malframe, het verschil is minder dan 0,02 mm.
Gereedschapsconstructie en ontwerp
1. Grafische vereisten: Zorg ervoor dat u op schaal tekent, zodat vergroting of verkleining mogelijk is. De weergave is goed gekozen, de projectie is correct en de lay-out is correct. Om het verwerkingsoctrooinummer gemakkelijk te begrijpen en eenvoudig te monteren te maken. De afbeeldingen moeten zo duidelijk mogelijk zijn en consistent zijn met de montagetekening.
2. Dimensionering moet uniform, gecentraliseerd, ordelijk en volledig zijn. De volgorde van dimensionering is om eerst de afmetingen van de hoofdonderdelen en de afwijking van de mal te markeren, vervolgens de pasmaat te markeren en vervolgens de volledige grootte te markeren. Markeer op de tekening van niet-grote onderdelen eerst de pasmaat en markeer vervolgens de volledige maat.
3. Oppervlakteruwheid: markeer de meest gebruikte ruwheid in de rechterbovenhoek van de tekening, bijvoorbeeld "Overig 3.2". Andere ruwheidssymbolen zijn in elk oppervlak van het onderdeel afzonderlijk gemarkeerd.
4. Andere inhoud: zoals onderdeelnaam, matrijstekeningnummer, materiaalmerknummer, warmtebehandeling en hardheidseisen, oppervlaktebehandeling, figuurverhouding.
Gereedschapsassemblage en tests voor spuitgieten
Controleer of de maat van elk te monteren onderdeel overeenkomt met de vereisten van de tekening en of de bijpassende relatie van elk onderdeel de tekening kan bereiken.
Bijvoorbeeld de geleidehuls, de geleidekolom en de sjabloon hebben een perspassing, de geleidekolom, de speling van de geleidehuls, de glijder en de speling van de slede komen overeen, en de duwstang en de speling in het duwstanggat. En evenwijdigheid, verticaliteit, gatafstand, afwerking, etc.
(1) controleer of staalmaterialen een duidelijke identiteit hebben
(2) De tolerantie van de concentraatgrootte is + 0,2 mm.
(3) wol maattolerantie van + 1 mm.
(4) de evenwijdigheid en loodrechtheid onder 0,02 mm.
(5) er mogen geen uiterlijke gebreken zijn zoals krassen, vlekken, roest of stompheid.
(6) volgens de gespecificeerde norm voor het testen van de hardheid van staalhardheid en oordeel.
Een offerte aanvragen
"*" indicates required fields