Servizio di fabbricazione di utensili
Cos'è la creazione di utensili
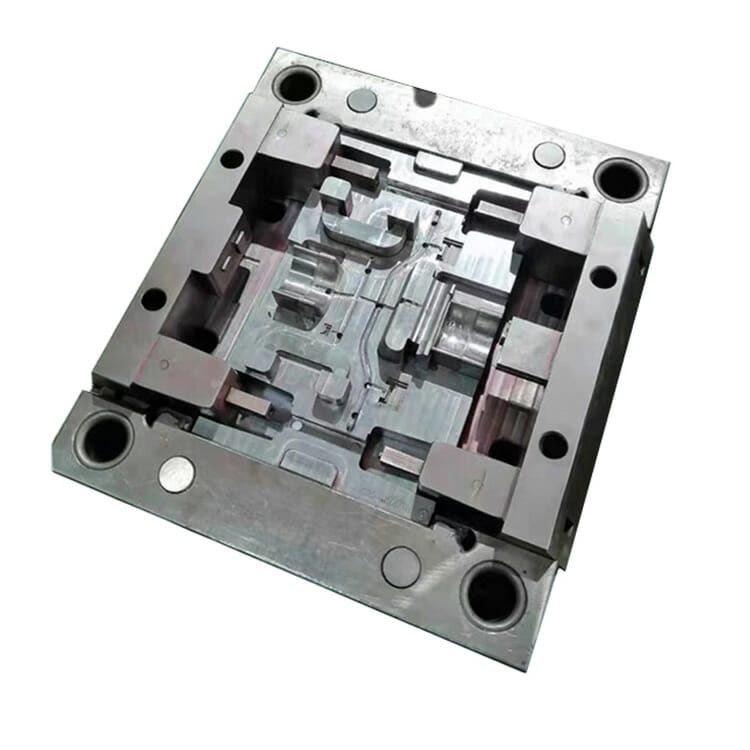
Uno stampo è uno strumento che, sotto l'azione di una forza esterna, conferisce a uno sbozzato una forma e una dimensione specifiche. È ampiamente utilizzato nello stampaggio, pressofusione, stampaggio a freddo, estrusione, stampaggio e pressofusione di parti di metallurgia delle polveri, nonché stampaggio o stampaggio a iniezione di tecnopolimeri, gomma, ceramica e altri prodotti. Lo stampo ha un contorno specifico o una forma della cavità. La forma del contorno con un tagliente può essere utilizzata per separare il pezzo grezzo in base alla forma del contorno (tranciatura).
Stampo stampi per utensili
Lo stampo generalmente comprende uno stampo dinamico e uno stampo fisso (o punzone e stampo concavo) in due parti, i due possono essere divisi e chiusi. Le parti vengono estratte una volta separate e il pezzo grezzo viene iniettato nella cavità dello stampo una volta chiuso. Die è uno strumento di precisione, rugosità superficiale e precisione di lavorazione hanno requisiti più elevati.
Lo stampo può essere suddiviso in uno stampo metallico e uno stampo non metallico. Lo stampo in metallo è diviso in stampo per colata (pressofusione di metalli non ferrosi, fusione di ferro e acciaio) e stampo per forgiatura, gli stampi non metallici sono anche suddivisi in stampi in plastica e stampi non metallici inorganici. A seconda dei diversi materiali dello stampo stesso, lo stampo può essere suddiviso in stampo in sabbia, stampo in metallo, stampo sottovuoto, stampo in paraffina e così via.
Richiedi un preventivo
"*" indica i campi obbligatori
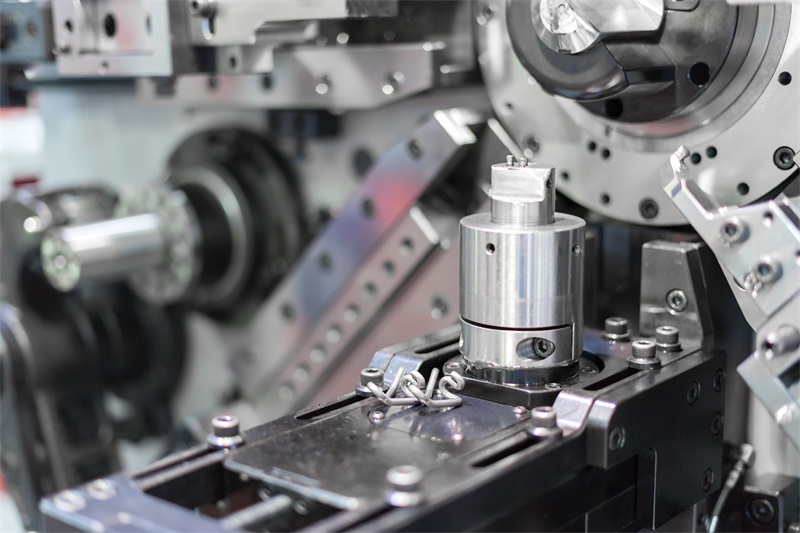
Costruzione di utensili CNC
1. Dispositivo di corrispondenza a tutto tondo:
pratico per la piccola quantità di produzione o sviluppo di fresatura di pezzi medi e piccoli su una fresatrice CNC.
2 dispositivi di fresatura speciali:
è un dispositivo speciale per una certa o simile produzione di diversi piani di lavoro, di solito nella produzione di massa o nello sviluppo non deve essere preso.
3. Dispositivo multistazione:
può bloccare più pezzi contemporaneamente, può ridurre il numero di cambi di coltello, ma anche facile da lavorare su una parete, caricare e scaricare parti su una parete, favorisce il tempo di preparazione del restringimento, migliora la produttività, più adatto per la produzione di lotti medi.
4. Attrezzatura pneumatica o idraulica:
applicabile a grandi volumi di produzione, prendere altri dispositivi e manodopera speciale, pezzo laborioso. Può ridurre l'intensità del lavoro e migliorare la produttività, ma la disposizione di tali dispositivi è caotica, il costo è spesso più elevato e il ciclo di produzione è più lungo.
Costruzione e misurazione degli utensili
Elaborazione a strati: il tubo di raffreddamento è l'interfaccia tra la superficie dello stampo e altre parti dello stampo, che presenta i vantaggi di un buon follow-up, un'ampia area di trasferimento del calore e una semplice tenuta. Gli svantaggi sono apparecchiature di elaborazione ad alta precisione, tubo di raffreddamento complesso e scarse prestazioni di trasferimento del calore.
Tipo Linpeng: impostando una serie di fori sulla superficie dello stampo e posizionando un ugello nel foro, il refrigerante ad alta pressione viene spruzzato nella piastra di acciaio calda per la tempra e il raffreddamento. Presenta i vantaggi di un buon effetto di raffreddamento, sufficiente trasformazione della fase del materiale, buone proprietà meccaniche delle parti, lavorazione difficile, grave danno delle gocce d'acqua residue sulla superficie dello stampo e riduzione della durata dello stampo.
Tipo di pozzo: il tipo a foro massimizza la disposizione dei raccordi per tubi sotto la superficie dello stampo convessa e concava per realizzare la disposizione del sistema di raffreddamento dell'inserto. Questo tipo è facile da lavorare, facile da cambiare lo stampo e buona versatilità, ma non c'è modo di utilizzare la lavorazione dello stampo, il raffreddamento dello stampo non è uniforme.
Misurazione:
(1) Ispezione dell'aspetto: ispezione visiva dell'aspetto dello stampo grezzo in presenza di ruggine, graffi, segni di coltello, superficie ruvida e altri difetti.
(2) Rileva lo spessore del modello: la tolleranza dello spessore del modello è ± 0,02 mm e la differenza di spessore dei quattro angoli è inferiore a 0,02 mm.
(3) Verificare se il telaio dello stampo è diviso in: testare lo spessore dei quattro lati del telaio dello stampo, la differenza è inferiore a 0,02 mm.
Costruzione e progettazione di utensili
1. Requisiti grafici: assicurati di disegnare in scala, consentendo l'ingrandimento o la riduzione. La vista è scelta correttamente, la proiezione è corretta e il layout è corretto. Per rendere il numero di brevetto di lavorazione facile da capire e facile da montare. La grafica dovrebbe essere il più chiara possibile e coerente con il disegno dell'assieme.
2. Il dimensionamento deve essere unificato, centralizzato, ordinato e completo. L'ordine di dimensionamento consiste nel contrassegnare prima le dimensioni delle parti principali e la deviazione dello stampo, quindi contrassegnare la dimensione adatta, quindi contrassegnare la dimensione intera. Sul disegno delle parti non principali, contrassegnare prima la dimensione adatta, quindi contrassegnare la dimensione completa.
3. Rugosità superficiale: contrassegnare la rugosità più utilizzata nell'angolo in alto a destra del disegno, ad esempio "Altro 3.2". Altri simboli di rugosità sono in ogni superficie della parte sono contrassegnati separatamente.
4. Altri contenuti: come il nome della parte, il numero del disegno dello stampo, il numero della marca del materiale, il trattamento termico e i requisiti di durezza, il trattamento superficiale, la proporzione della figura.
Assemblaggio e Prove Utensili per Pressofusione
Verificare se la dimensione di ciascuna parte da assemblare è conforme ai requisiti del disegno e se la relazione di corrispondenza di ciascuna parte può raggiungere il disegno.
Ad esempio manicotto di guida, accoppiamento con interferenza della colonna di guida e del modello, colonna di guida, corrispondenza del gioco del manicotto di guida, corrispondenza del gioco del cursore e della slitta e gioco dell'asta di spinta e del foro dell'asta di spinta. E parallelismo, verticalità, distanza tra i fori, finitura, ecc.
(1) verificare se i materiali in acciaio hanno una chiara identità
(2) la tolleranza della dimensione del concentrato è + 0,2 mm.
(3) tolleranza della dimensione della lana di + 1 mm.
(4) il parallelismo e la perpendicolarità inferiori a 0,02 mm.
(5) non devono essere presenti difetti di aspetto come graffi, segni, ruggine o ottusità.
(6) secondo la norma specificata per testare la durezza della durezza e del giudizio dell'acciaio.
Richiedi un preventivo
"*" indica i campi obbligatori