Serviço de fabricação de ferramentas
O que é Fabricação de Ferramentas
Uma matriz é uma ferramenta que faz com que uma peça bruta tenha uma forma e tamanho específicos sob a ação de uma força externa. É amplamente utilizado em estampagem, forjamento, conformação a frio, extrusão, prensagem e fundição sob pressão de peças de metalurgia do pó, bem como prensagem ou moldagem por injeção de plásticos de engenharia, borracha, cerâmica e outros produtos. O molde tem um contorno específico ou forma de cavidade. A forma de contorno com uma aresta de corte pode ser usada para separar a peça bruta de acordo com a forma de contorno (blanking).
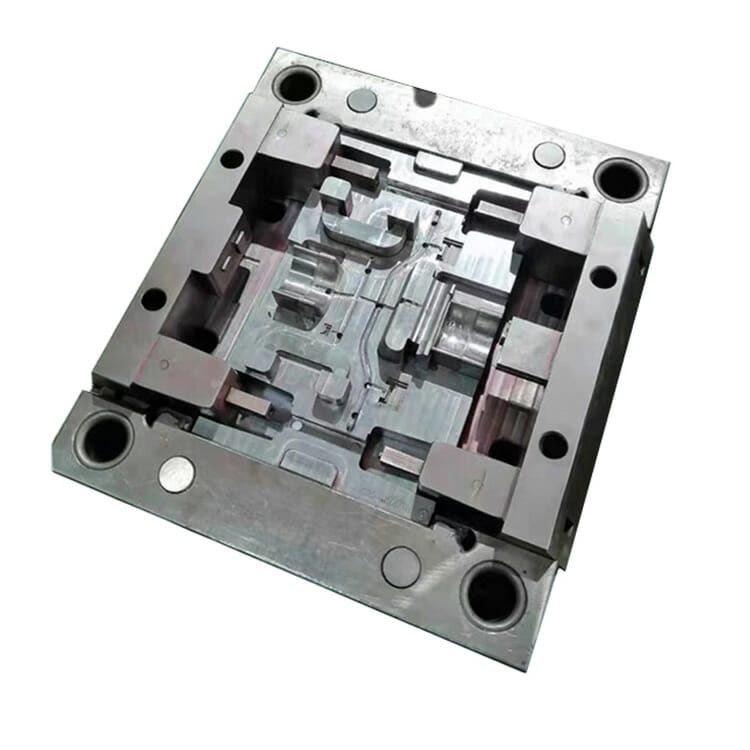
Molde de matrizes para fabricação de ferramentas
O molde geralmente inclui uma matriz dinâmica e uma matriz fixa (ou punção e matriz côncava) em duas partes, as duas podem ser divididas e fechadas. As peças são retiradas quando separadas, e o blank é injetado na cavidade do molde quando fechado. A matriz é uma ferramenta de precisão, a rugosidade da superfície e a precisão da usinagem têm requisitos mais altos.
O molde pode ser dividido em molde metálico e molde não metálico. O molde de metal é dividido em molde de fundição (fundição sob pressão de metal não ferroso, fundição de ferro e aço) e molde de forjamento. Moldes não metálicos também são divididos em moldes de plástico e moldes não metálicos inorgânicos. De acordo com os diferentes materiais do próprio molde, o molde pode ser dividido em molde de areia, molde de metal, molde a vácuo, molde de parafina e assim por diante.
Solicite um orçamento
"*" indica campos obrigatórios
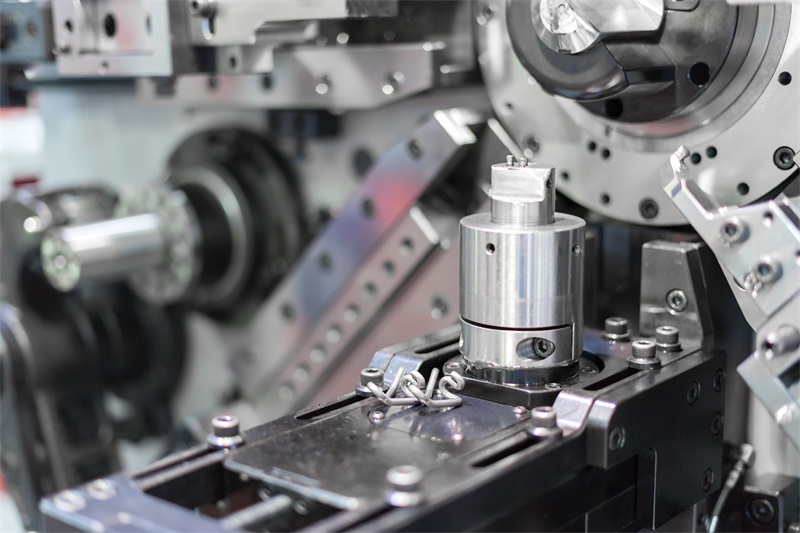
Fabricação de ferramentas CNC
1. Dispositivo de correspondência geral:
prático para a pequena quantidade de produção ou desenvolvimento de fresagem de peças médias e pequenas em uma fresadora CNC.
2 dispositivo de fresagem especial:
é um acessório especial para uma determinada ou similar fabricação de vários planos de peças, geralmente em produção ou desenvolvimento em massa, não deve ser tomada.
3. Fixação multiestação:
pode prender várias peças de trabalho ao mesmo tempo, pode reduzir o número de trocas de facas, mas também é fácil de processar em uma parede, carregar e descarregar peças em uma parede, é propício ao tempo de preparação por encolhimento, melhora a produtividade, mais adequado para produção em lote médio.
4. Fixação pneumática ou hidráulica:
aplicável ao grande volume de produção, pegue outros acessórios e mão de obra especial, peça de trabalho trabalhosa. Pode reduzir a intensidade do trabalho e melhorar a produtividade, mas o layout desses acessórios é caótico, o custo geralmente é mais alto e o ciclo de fabricação é mais longo.
Fabricação e medição de ferramentas
Processamento em camadas: o tubo de resfriamento é a interface entre a superfície do molde e outras partes do molde, que tem as vantagens de um bom acompanhamento, uma grande área de transferência de calor e vedação simples. As desvantagens são equipamentos de processamento de alta precisão, tubo de resfriamento complexo e baixo desempenho de transferência de calor.
Tipo Linpeng: colocando uma série de furos na superfície do molde e colocando um bocal no furo, o refrigerante de alta pressão é pulverizado na placa de aço quente para resfriamento e resfriamento. Tem as vantagens de um bom efeito de resfriamento, transformação de fase de material suficiente, boas propriedades mecânicas das peças, processamento difícil, danos graves de gotículas de água residual na superfície do molde e redução da vida útil do molde.
Tipo de furo: o tipo de furo maximiza o layout dos encaixes dos tubos sob a superfície convexa e côncava da matriz para realizar o layout do sistema de refrigeração do inserto. Este tipo é fácil de processar, fácil de trocar o molde e boa versatilidade, mas não há como usar o processamento do molde, o resfriamento do molde não é uniforme.
Medindo:
(1) Inspeção de aparência: inspeção visual da aparência do molde em branco, verificando se há ferrugem, arranhões, marcas de faca, superfície áspera e outros defeitos.
(2) Detecte a espessura do modelo: a tolerância de espessura do modelo é de ± 0,02 mm e a diferença de espessura dos quatro cantos é inferior a 0,02 mm.
(3) Teste se a estrutura do molde está dividida: teste a espessura dos quatro lados da estrutura do molde, a diferença é menor que 0,02 mm.
Construção e design de ferramentas
1. Requisitos gráficos: Certifique-se de desenhar em escala, permitindo ampliação ou redução. A visualização é escolhida corretamente, a projeção está correta e o layout está correto. A fim de tornar o número da patente de processamento fácil de entender e fácil de montar. Os gráficos devem ser os mais claros possíveis e consistentes com o desenho da montagem.
2. O dimensionamento deve ser unificado, centralizado, ordenado e completo. A ordem de dimensionamento é marcar primeiro as dimensões das peças principais e o desvio do molde, depois marcar o tamanho adequado e depois marcar o tamanho total. No desenho de peças menores, marque primeiro o tamanho adequado e, em seguida, marque o tamanho total.
3. Rugosidade da superfície: Marque no canto superior direito do desenho a rugosidade mais utilizada, como “Outras 3.2”. Outros símbolos de rugosidade estão em cada superfície da peça e são marcados separadamente.
4. Outros conteúdos: como nome da peça, número do desenho do molde, número da marca do material, tratamento térmico e requisitos de dureza, tratamento de superfície, proporção da figura.
Montagem de ferramentas e testes para fundição sob pressão
Verifique se o tamanho de cada peça a ser montada está de acordo com os requisitos do desenho e se a relação de correspondência de cada peça pode atingir o desenho.
Por exemplo, luva-guia, coluna-guia e ajuste de interferência do gabarito, coluna-guia, folga da luva-guia, corrediça e folga da corrediça e folga da haste de pressão e do orifício da haste de pressão. E paralelismo, verticalidade, distância do furo, acabamento, etc.
(1) verifique se os materiais de aço têm uma identidade clara
(2) a tolerância do tamanho do concentrado é de + 0,2 mm.
(3) tolerância do tamanho da lã de + 1 mm.
(4) o paralelismo e a perpendicularidade abaixo de 0,02 mm.
(5) não deve haver defeitos de aparência, como arranhão, marca, ferrugem ou obtusidade.
(6) de acordo com o padrão especificado para testar a dureza da dureza e julgamento do aço.
Solicite um orçamento
"*" indica campos obrigatórios