
Værktøjsmaskiners rolle i bearbejdning
Ved bearbejdning af emnet, for at sikre bearbejdningskravene, skal emnet først og fremmest have den korrekte position i forhold til værktøjet og værktøjsmaskinen, og denne position bør ikke ændres på grund af påvirkning af eksterne kræfter under bearbejdningen . Til dette formål skal emnet fastspændes før bearbejdning.
Der er to metoder til fastspænding af emnet: den ene er, at emnet spændes direkte på værktøjsmaskinens bord eller frontplade; den anden er, at emnet er fastspændt på fiksturen.
Når du bruger den første metode til at fastspænde emnet, skal du generelt tegne en linje på overfladen af emnet i overensstemmelse med kravene i tegningen og markere størrelsen og positionen af den bearbejdede overflade. Denne metode kræver ikke specielt udstyr, men har lav effektivitet og bruges generelt i små batchproduktioner. Når partiet er stort, fastspændes de fleste emner med klemmer.
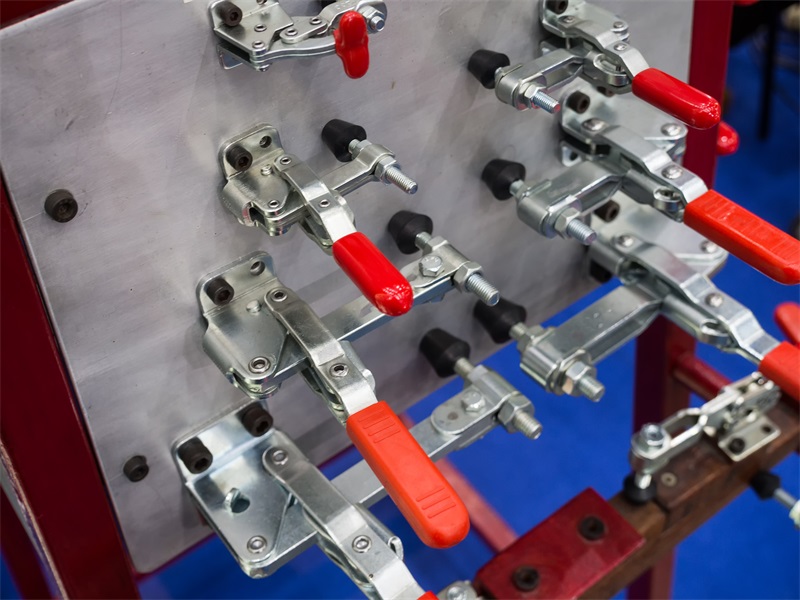
Fastspænding af emner med armaturer har følgende fordele:
(1) Det kan stabilt garantere arbejdsemnets bearbejdningsnøjagtighed. Når emnet er fastspændt med en fikstur, garanteres arbejdsemnets positionsnøjagtighed i forhold til værktøjet og værktøjsmaskinen af fiksturen, som ikke påvirkes af arbejdernes tekniske niveau, således at bearbejdningsnøjagtigheden af en batch af arbejdsemner har en tendens til at være konsistente.
(2) Det kan forbedre arbejdsproduktiviteten. Det er praktisk og hurtigt at bruge armaturet til at klemme arbejdsemnet, og arbejdsemnet behøver ikke at blive justeret, hvilket kan reducere ekstra mandetimer betydeligt og forbedre arbejdsproduktiviteten; efter at emnet er fastspændt i armaturet, forbedres stivheden af emnet, så det kan øge skæremængden, forbedre arbejdsproduktiviteten; multi-piece, multi-station klemmer kan bruges til at klemme arbejdsemner, og højeffektive klemmemekanismer kan bruges til yderligere at forbedre produktiviteten.
(3) Kan udvide anvendelsesområdet for værktøjsmaskiner.
(4) Omkostningsreduktion Efter brug af inventar i masseproduktion reduceres produktionsomkostningerne betydeligt på grund af forbedringen af arbejdsproduktiviteten, brugen af arbejdere med lavere tekniske niveauer og faldet i skrotsatsen. Omkostningerne til fremstilling af armaturer er allokeret til et parti af emner, og den ekstra omkostning for hvert emne er meget lille, langt mindre end omkostningsreduktionen på grund af forbedret arbejdsproduktivitet. Jo større parti arbejdsemner er, jo større er de økonomiske fordele ved at bruge armaturet.
Der findes mange slags værktøjsmaskiner, som kan klassificeres fra forskellige vinkler
De almindeligt anvendte klassificeringsmetoder er som følger.
1. I henhold til brugsegenskaberne for armaturer
(1) Universelle armaturer Standardiserede armaturer, der kan behandle forskellige emner inden for et bestemt område, kaldes universelle armaturer, såsom tre-kæbe centreringspatroner, fladmundingsskruestik til værktøjsmaskiner, universelle indekseringshoveder, magnetiske arbejdsborde osv. Disse armaturer er tilgængelige som et dedikeret fabriksbygget tilbehør til værktøjsmaskiner og kan købes som ekstraudstyr.
(2) Speciel armatur En armatur, der er specielt designet og fremstillet til en bestemt proces af et emne, kaldes en speciel armatur. Specielle armaturer bruges generelt i masseproduktion.
(3) Justerbar armatur Nogle komponenter i armaturet kan justeres eller udskiftes for at tilpasse sig en armatur til bearbejdning af forskellige emner, hvilket kaldes en justerbar armatur. Den er også opdelt i almindelige justerbare klemmer og gruppeklemmer.
(4) Kombinationsbeslag De armaturer, der anvender standardkombinationsbeslagskomponenter og -dele, som er specielt sammensat til en bestemt proces af et emne, kaldes kombinationsbeslag.
(5) Samlejig En jig lavet af en speciel standardiseret og serialiseret samlejig kaldes en samlejig. Det har fordelene ved det kombinerede armatur, men det har højere præcision, højere effektivitet og kompakt struktur end det kombinerede armatur. Den har ofte små hydrauliske cylindre i bundpladen og spændedele. . Sådanne armaturer er mere egnede til brug på CNC-værktøjsmaskiner.
2. I henhold til den anvendte værktøjsmaskine
armaturerne kan opdeles i drejebænke, jernbeslag, boremaskinearmaturer, hallbedarmaturer, gearmaskiner, CNC værktøjsmaskiner, automatiske værktøjsmaskiner, automatiske line-medfølgende armaturer og andre værktøjsmaskiner.
3. I henhold til klemmestrømkilden
klemmerne kan opdeles i manuelle klemmer, pneumatiske klemmer, hydrauliske klemmer, gas-væske booster klemmer, elektromagnetiske klemmer og vakuum klemmer i henhold til den fastspændte strømkilde.
sammensætningen af værktøjsmaskiner Selvom der er mange typer og strukturer af værktøjsmaskiner, kan deres sammensætning opsummeres som følgende dele.
1. Positioneringsanordning, positioneringsanordningens funktion er at få emnet til at indtage den korrekte position i armaturet.
2. Spændeanordning, spændeanordningens funktion er at komprimere og spænde emnet fast for at sikre, at emnet ikke forlader den korrekte position optaget af ekstern kraft under behandlingen.
3. Værktøjsindstilling eller styreanordning, som bruges til at bestemme værktøjets korrekte position i forhold til positioneringselementet.4. forbindelseselementet, forbindelseselementet er det element, der bestemmer den korrekte position af fiksturen på værktøjsmaskinen.
5. Den specifikke klemme af klemmen, specifikt den grundlæggende del af maskinværktøjsklemmen.
6. Andre enheder eller komponenter, de henviser til de enheder eller komponenter, der er opsat i armaturet til særlige behov. Når det er nødvendigt at behandle flere overflader, der er fordelt i henhold til en bestemt regel, installeres ofte en indekseringsenhed; for bekvem og nøjagtig positionering er der ofte installeret en forpositioneringsanordning; til storskala armaturer installeres ofte hejsekomponenter.